



Lo Scotch Whisky
Non mi piacciono i super alcolici , non sopporto il loro alto grado alcolico e non apprezzo gli aromi e i sapori di queste bevande. Ho fatto un viaggio nella Scozia nel 2012 e tra le cose che ho visto c’è stata anche una visita ad una distilleria che produce Whisky . In Scozia ci sono circa un centinaio di distillerie , sono sparse dappertutto, non sono solo una impresa economica ma fanno parte di quella che è l’identità di questo popolo . Poco più di trenta distillerie organizzano visite guidate che si possono prenotare via internet anche dall’Italia . La tradizione di questa bevanda alcolica è così radicata nel paese , che anche un non addetto al settore o che non ama particolarmente i super alcolici , non si può sottrarre al fascino della scoperta di questo distillato.

Una bevanda che fa parte della storia degli scozzesi
Come chimico ero interessato solo al processo di produzione , poi ho capito che questa bevanda era più di un distillato , faceva parte della storia degli scozzesi , che li accompagnava fin dai primi secoli dopo Cristo . Così dopo aver conosciuto la sua storia e come si produce l’whisky è diventato anche per me di riflesso carico di significato. Solo allora sono riuscito ad apprezzare il suo aroma , il suo colore dorato e a sentire gradevole il sapore di piccole quantità lasciate nel palato . Non diventerò mai un bevitore abituale , ma al posto del rifiuto è subentrata la consapevolezza che l’whisky fa parte dell’identità di questo popolo , gli scozzesi , di cui conservo un bel ricordo .
Il viaggio
Procediamo lungo le sponde del Lock Ness con mezzi locali tra pascoli , castelli , ruderi e piccoli villaggi , fino a Inverness. Da qui si può raggiunge Tain in treno o autobus .
































Dove si trova la distilleria



La cittadina di Tain nei pressi della distilleria
La tranquilla e graziosa cittadina di Tain nelle Highlands si trova affacciata nelle acque del fiordo di Dornoch . Nel 1066 divenne una importante città con autonomia amministrativa . Era sede di un importante Santuario che divenne meta di pellegrinaggio , nel medioevo , da tutta la Scozia .




Perchè si chiama Whisky
Fu nel 13° secolo che lo scienziato Arnoldo de Villa Nova per primo chiamò il distillato del vino come acqua vitae , l’acqua della vita. Nella lingua scozzese , il gaelico , si traduce uisge beatha , abbreviati in uiskie nel 17° secolo , e in whiskie nel 1715. La moderna pronuncia “whisky” appare per prima nel 1746.
La materia prima
La materia prima è l’orzo , che deve essere maturo al punto giusto . L’orzo scozzese è considerato di ottima qualità per la produzione di Whisky .


Il maltaggio
L’orzo è immerso in acqua chiara per 2-3 giorni , poi asciugato e steso su un pavimento . Si lascia riposare per una settimana . I semi iniziano a germinare , emettendo piccole radichette . Questo processo genera calore , così che i chicchi devono essere girati regolarmente giorno e notte . Si ottiene l’orzo “verde “ dove l’amido contenuto nelle cellule del chicco viene trasformato in parte in uno zucchero più semplice , il maltosio , da parte dell’enzima amilasi . L’orzo “verde“, così prodotto viene essiccato in forni dove viene fatta bruciare anche la torba. I fumi della combustione attraversano lo strato di orzo verde essiccandolo e producendo i tipici aromi . La temperatura deve essere attentamente controllata per evitare la perdita degli enzimi . Si ottiene il malto d’orzo .




Una nota per Chimici e Biologi
L’enzima Alfa -amilasi è coinvolto nella digestione dell’amido , che viene trasformato nello zucchero più semplice: il maltosio . Ha una struttura multi domini , costituita da tre domini A , B e C , ed è formato da 496 residui amminoacidici , un calcio ione e un cloro ione . Viene prodotto dalle cellule durante la fase della germinazione del chicco . Con l’essiccazione dell’orzo “verde “ si arresta la germinazione e quindi il conseguente consumo di amido contenuto nelle cellule del chicco . Inoltre si sviluppano quegli aromi che si ritroveranno nell’Whisky.

L’importanza dell’acqua
I chicchi dell’orzo essiccato vengono puliti dalle radichette che si erano formate con la germinazione , quindi ridotti in farina in un mulino . La farina viene versata in vasche contenenti l’acqua della distilleria . Un’acqua che gioca un ruolo essenziale in ogni stadio della fabbricazione del whisky. Alcune distillerie l’attingono da profondi pozzi, altre da una sorgente che scaturisce nelle vicinanze fin dai tempi remoti. Altre ancora si alimentano nei rapidi torrenti di montagna o nei fiumi. Ma qualunque sia la loro origine, queste sorgenti di approvvigionamento sono gelosamente custodite e i titoli di proprietà delle distillerie le menzionano, poiché esse sono alla base dell’attività stessa degli stabilimenti. In termini pratici, l’acqua dolce, leggermente torbata, è particolarmente adatta agli whisky più leggeri.
L’infusione ( mashing)

L’acqua viene riscaldata e vi si mescola la farina. Il prodotto di questa macerazione, la pasta (mash), con una consistenza simile a quella del porridge, viene immessa nelle vasche di infusione (mashs tuns). Queste vasche sono di acciaio o a volte legno di betulla, come vuole la tradizione. È a questo punto che, con l’azione dell’acqua calda, si liberano gli zuccheri dalle cellule del chicco che si sciolgono nell’acqua . La maltazione richiede all’incirca otto ore. L’azione degli enzimi riprende , convertendo il restante amido in zucchero, il maltosio. Si ottiene il mosto .
La fermentazione


La farina di orzo da cui sono stati estratti gli zuccheri con l’infusione è separata dal liquido zuccherino , il mosto , e costituisce un ottimo mangime per animali . Il liquido zuccherino viene convogliato nelle vasche di fermentazione . A questo punto si aggiungono i lieviti selezionati , dando così inizio alla fermentazione cioè alla trasformazione del maltosio , che viene metabolizzato dai lieviti a differenza dell’amido. In termini chimici, la fermentazione, prodotta dall’aggiunta del lievito, converte gli zuccheri in etanolo (alcol) e diossido di carbonio , la temperatura sale e il liquido ribolle .
Una ebollizione violenta
Nei tempi passati , quando i lieviti erano meno stabili la fermentazione poteva essere estremamente violenta: si impiegavano dei fanciulli affinché abbattessero la schiuma con fruste di betulla. Ancora oggi, i vecchi distillatori pensano che qualcosa non stia funzionando a dovere se non sentono vibrare il pavimento durante questo processo. Dopo circa 48 ore, la tempesta si calma e nelle vasche torna a regnare la tranquillità. Il mosto fermentato, così ottenuto (wash), è un liquido chiaro composto da acqua e lievito, con un tasso alcolico di 7-8°, massimo 10°. È una sorta di birra, ed infatti negli Stati Uniti, il mosto fermentato è chiamato appunto beer. All’olfatto presenta forte odore di lievito e di birra tiepida; al gusto non è certo una birra eccellente.
La distillazione
E’ la parte più importante e complessa . Il mosto fermentato che ha un tasso alcolico che arriva al massimo a 10 gradi viene distillato per separare l’alcol dall’acqua . Si procede con due distillazioni . Nella prima distillazione si ottiene un distillato chiamato low wines (vini bassi o prodotto iniziale della distillazione ) e presenta una gradazione di 24 ° . Nella seconda distillazione dei vini bassi il distillato viene diviso in tre parti : la testa , il cuore e la coda .
Il controllo della distillazione
Questo processo di separazione è strettamente controllato dal responsabile della distillazione nel momento in cui il distillato viene fatto passare attraverso lo spirit safe , un grosso “ cassettone “di ottone e vetro , dove attraverso un tubo cola il distillato che può essere controllato misurandone la densità o aggiungendo acqua ad un campione per osservare se si intorbida . Lo stillman, uomo del vapore , separa così il cuore della colata , il middle cut , dalla testa e dalla coda della distillazione : la testa è così chiamata perché è la prima che si ottiene ed ha un sapore sgradevole mentre la coda è il distillato che si ottiene per ultimo e potrebbe nuocere al gusto dell’whisky .
Come funziona un alambicco ?
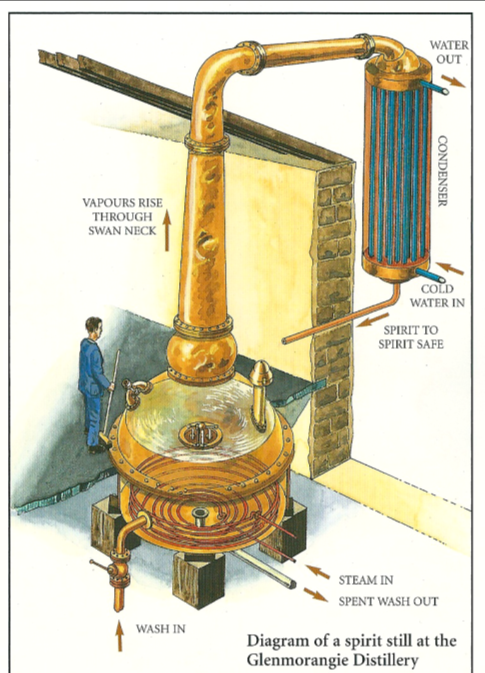
Il mosto fermentato chiamato wash entra nel corpo del distillatore WASH IN ( in basso della figura) e il residuo rimasto dopo la distillazione esce dal corpo SPENT WASH OUT ( in basso ) . Nel corpo del distillatore sono visibili le serpentine di rame che sono percorse dal vapore acqueo , STEAM IT , prodotto da una centrale termica esterna all’edificio. Le serpentine riscaldano il liquido che bolle ed evapora . Il vapore sale lungo il collo dell’alambicco , arricchendosi della parte più volatile del mosto fermentato , cioè l’alcol e arriva al condensatore . Nel fascio di tubi interni del condensatore entra acqua fredda , COLD WATER IN . Il vapore del distillato viene quindi raffreddato , passa allo stato liquido e esce dalla parte inferiore del condensatore , SPIRIT TO SPIRIT SAFE , per arrivare allo spirit safe dove viene controllato prima di essere trasferito nelle botti per la maturazione .
Il fondatore della distilleria Glenmorangie
Nel nord della Scozia , nella regione delle Highlands , tra il fiordo Dornoch e la cittadina di Tain , in aperta campagna , vicinissima al mare , si trova la distilleria di Glenmorangie . Originariamente ospitava la fattoria Morangie , fino a quando , nel 1738 , non venne fondata una fabbrica di birra , acquistata nel 1840 da William Matheson , fattore e proprietario terriero locale . Nel 1843 , William ottenne una licenza per distillare alcolici e trasformò di conseguenza la fabbrica di birra in una distilleria .
La visita alla distilleria di Glenmorangie























Chi è lo Steel Man

In fondo alla grande sala dove sono allineati gli alambicchi si trova lo spirit safe , il “cofanetto alcolico “ dove transita il liquido della distillazione che si forma durante il processo . Qui si controllano campioni del liquido ad intervalli di tempo. Quest’uomo di fronte allo spirit safe è lo steel man . E’ lui che ha il delicatissimo compito di controllare il processo della distillazione cioè di stabilire a che punto è la distillazione , se essa è o no terminata . Prelevando attraverso delle piccole leve dei campioni del distillato ne stabilisce la natura misurandone la densità o facendo altre prove come quelle di miscibilità con l’acqua .
Quando fu introdotto lo Spirit Safe
E’ un sistema di controllo tradizionale che è mantenuto alla distilleria Glenmorangie . L’operatore quindi controlla il liquido ottenuto senza avervi direttamente accesso . Questo strumento fu introdotto nel 1823, all’epoca delle riforme che gettarono le basi della distillazione moderna e legale del whisky. Secondo la tradizione, una chiave era conservata dal direttore della distilleria e l’altra dall’esattore locale . Il safe poteva essere aperto solo usando simultaneamente le due chiavi. Veniva così controllata fiscalmente la produzione del whisky .
La maturazione
La gradazione alcolica del distillato viene ridotta al 63,5% con l’aggiunta della preziosa acqua di fonte , prima di essere messo nelle botti . A Glenmorangie ci sono 14 magazzini , con una capacità di 115.000 botti . La distilleria provvede alla produzione delle proprie botti di rovere bianco dove verrà maturato l’whisky . Ma le botti non sono usate subito dopo stagionatura , bensì sono affittate negli Stati Uniti a distillerie di Bourbon. Il Bourbon è maturato per quattro anni , durante i quali si eliminano alcuni estratti della quercia che potrebbero coprire i più sottili aromi del whisky . Dopo questo periodo le stesse botti ritornano alla distilleria Glenmorangie che le userà per maturare il suo whisky . Tale periodo non può essere inferiore a tre anni , ma a Glenmorangie vi rimane non meno di 10 anni . Durante questi lunghi anni di maturazione l’ whisky diventa più pastoso e attinge colore , sapore e carattere dal rovere . Si stima che circa il 60% di tutti i sapori del Glenmorangie derivino dal legno . Una qualità di whisky chiamata wood finisch viene ulteriormente maturata e rifinita ancora per due anni in botti di porto , fusti di madeira e botti di sherry.
Una nota di colore : durante la maturazione avviene , attraverso le pareti delle botti , una naturale evaporazione , che ha come risultato la perdita annua del 2% del contenuto delle botti oltre alla riduzione della gradazione alcolica . Questo fenomeno è conosciuto come la “parte dell’angelo “ e contribuisce a creare i meravigliosi aromi che vi accolgono quando entrate nel magazzino.